
پرینت سه بعدی با روش تف جوشی انتخابی لیزری معادل کلمه انگلیسی Selective Laser Sintering که به صورت متداول به صورت SLS استفاده می شود. فرآیند تف جوشی لیزری توسط شرکت 3D Systems به دنیا معرفی شدکه بهجای رزین از مواد پودری مختلف برای ساخت قطعات استفاده میشود. در این فرآیند، ذرات پود متناظر با مقاطع قطعه، توسط پرتو لیزر CO2 به هم جوش دادهشده و لایههای متوالی را ایجاد میکنند. فرآیند ساخت SLS شبیه به SLA است با این تفاوت که در این روش ذرات پودری (قابل جوش خوردن)، با جنسهای مختلف از قبیل پلیمرها(سخت و نرم)، ماسه، فلزات، سرامیکها، پلی استایرن و موم جایگزین رزین حساس به نور میشوند.بخاطر پرینتر سه بعدی های گران قیمت این روش، شرکتهای جدیدی با قیمت های رقابتی وارد بازار شده اند که صرفه اقتصادی این روش را بالا خواهند و شاهد رویکرد نمونه سازی های سریع با این روش در آینده نزدیک خواهیم بود.
مراحل کار در فرآیند SLS به ترتیب زیر میباشد:
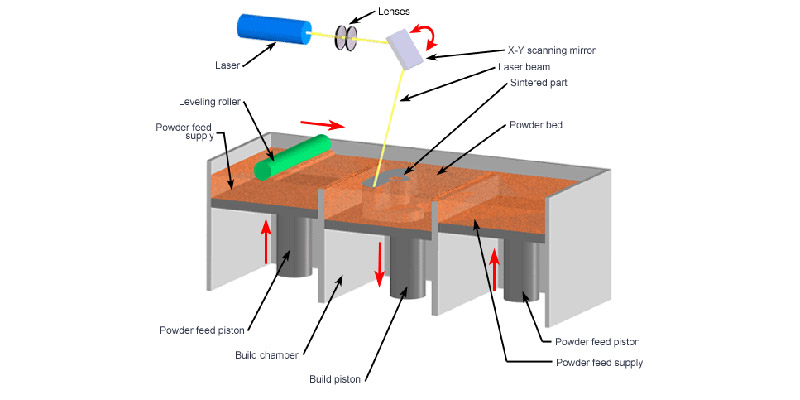
- سیلندر قطعه در ارتفاع لازم برای شکلدهی اولین لایه قرار میگیرد.
- مواد پودری توسط یک غلتک از محفظه پودر، روی سطح سیلندر قطعه پخششده و ضخامت لایه نیز توسط همین غلتک تنظیم میگردد.
- پرتو لیزر CO2، اولین مقطع را روی سطح پودر ترسیم میکند. ذرات پودر در اثر برخورد پودر لیزر گرم شده و به هم جوش میخورند. بهاینترتیب لایه اول شکل میگیرد.
- سیلندر قطعه بهاندازه ضخامت یکلایه پایین رفته و لایه پودر بعدی پخش میشود.
- پرتو لیزر مقطع جدید را اسکن و لایه بعدی را ایجاد میکند، بهطوری که این لایه به لایه قبلی متصل میشود.
- مراحل بالا تا شکلگیری همه لایهها ادامه مییابد.
لازم به ذکر است که در برخی موارد با توجه به نوع ماده مصرفی در ساخت قطعه، به انجام عملیات نهایی نیز نیاز میباشد.

کاربردها روش تف جوشی انتخابی لیزری SLS
- مدلهای تجسمی
- مدلهای عملکردی و قطعات کاری
- الگوهای پلی کربنات (Rapid Casting) : این الگوها در فرآیند ریختهگری دقیق استفاده میشوند و ساخت آنها سریعتر از ساخت الگوهای مومی است و برای طراحیهای با دیواره نازک و خصیصههای کوچک نیز بسیار مناسب هستند همچنین این الگوها پایدار و مقاوم به حرارت میباشند.
- قالبهای فلزی (Rapid Tool) : به کمک این فرآیند میتوان قالبهای فلزی برای تولید تیراژ پایین ایجاد نمود.

مزایا روش تف جوشی انتخابی لیزری SLS
- پایداری خوب قطعات: قطعات در محیطی با کنترل دقیق ایجاد میشوند و فرآیند و مواد طوری طراحیشدهاند، که خروجی آن قطعات عملکردی است.
- دامنه وسیع مواد: دامنه وسیعی از مواد ازجمله نایلون، پلی کربنها، فلزات و سرامیکها را میتوان در این سیستم استفاده کرد. به همین دلیل انعطافپذیری سیستم برای کاربردهای مختلف بسیار بالا است.
- عدم نیاز به تکیهگاه(ساپورت)
- نیاز به پس پردازش کم
- عدم نیاز به پخت نهایی: قطعه تف جوشی شده به کمک لیزر بهاندازه کافی صلب بوده و به پخت نهایی نیاز ندارد.
- نرمافزار پیشرفته: نرمافزار جدید نسخه 2، ویندوز NT و دارای رابط گرافیکی کاربر میباشد. در کنار قابلیتهای اولیه، این نرمافزار قابلیت بزرگنمایی یا کوچک نمایی قطعات، اعمال تغییرات روی قطعه، ارائه گزارش ساخت و استفاده از زبانهای خارجی را نیز دارا میباشد.
معایب روش تف جوشی انتخابی لیزری SLS
- ابعاد بزرگ دستگاه
- مصرف بالای انرژی
- پرداخت سطح نسبتاً ضعیف



