
پرینت سه بعدی به روش تف جوشی بازداری انتخابی SIS یک فرآیند ساخت لایه به لایه است که با استفاده از یک ماشین نسبتاً ارزانقیمت و بدون نیاز به لیزر قادر به تولید قطعات عملکردی دقیق از جنس پلیمر و یا فلز است. تف جوشی بازداری انتخابی، اساساً بر مبنای بازداشتن و جلوگیری از تف جوشی ذرات پودری انتخابشده است. این فرآیند شامل چهار مرحله جهت ساخت هر لایه به شرح ذیل میباشد:
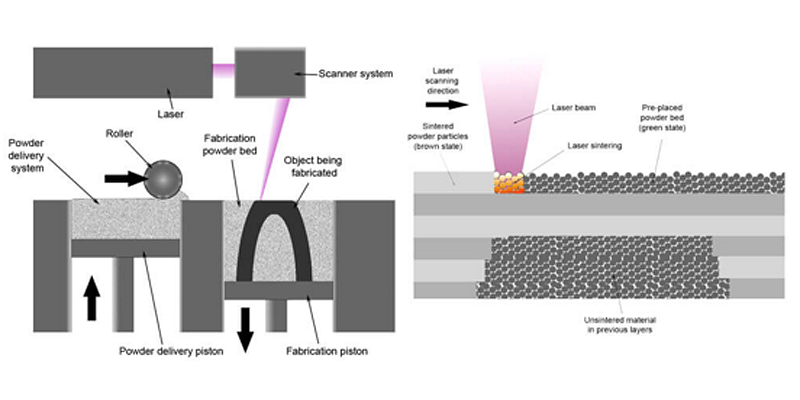
- پخش کردن لایهنازکی از پودر: این کار توسط یک غلتک انجام میگیرد که سطح بالاتری از سطح لایه قبل را جاروب کرده و پودر لایه جدید را توزیع میکند. این روش که توسط SLS و 3D Printing نیز استفادهشده، قادر است لایهنازکی با تراکم یکنواخت از لایه پودر را ایجاد کند.
- ریختن بازدارنده تف جوشی: در این مرحله کلگی چاپگر از طریق نازلهای افشان و بهصورت خطوط موازی هم، مایع بازدارنده تف جوشی را بر روی نواحی بیرونی سطح مقطع موردنظر میریزد.
- محدود کردن ناحیه پرتوافشانی: جهت صرفهجویی در مصرف مواد پودری، ناحیه پرتوافشانی در هر لایه بهوسیله صفحاتی حداقل میشود. بدون این صفحات، سرتاسر لایه پودری تف جوشی خواهد شد. موقعیت این صفحات توسط کامپیوتر کنترلشده و ممکن است برای هر لایه متفاوت باشند.
- تف جوشی: این فرآیند از دو راه مختلف قابل انجام است:
الف- تف جوشی بهوسیله تشعشع حرارتی: در این روش یک سطح تخت که شامل تعدادی المنت حرارتی الکتریکی است با ایجاد انرژی گرمایی، بخش موردنظر لایه پودر را بهیکباره تف جوشی میکند. پس از آنکه همه لایهها تف جوشی شدند، قطعه نهایی بیرون آورده شده، بهطوری که پودر در قسمت تف جوشی نشده مجدداً قابلاستفاده خواهد بود.
ب- تف جوشی تودهای: این امکان وجود دارد که بهجای تف جوشی لایهای، تف جوشی را بهصورت تودهای انجام داد. در این روش، پس از ایجاد هر لایه، تف جوشی انجام نمیگیرد بلکه زمانی که مایع بازدارنده در کلیه لایهها اعمال شد، کل مجموعه محفظه پودری جهت تف جوشی به کوره منتقل میشود، بعد از اتمام عملیات تف جوشی، قطعه نهایی از میان بخشهای تف جوشی نشده خارج میشود.
مزایا تف جوشی بازداری انتخابی SIS
- ماشین SIS از ماشین معادل خود، SLS بسیار ارزانتر است زیرا منبع تغذیه پرقدرت لیزری در SLS با یک المان حرارتی ارزانقیمت جایگزین میشود.
- فرآیند SIS سریع است، زیرا کل لایه یکباره تف جوشی میشود. تنها عامل محدودکننده سرعت، فرآیند ریختن بازدارنده است که امروزه باوجود کلگیهای چاپگر Multi-jet این مشکل تا حدی برطرف شده است.
- دقت ابعادی و کیفیت سطح قطعات در نمونه سازی سریع تف جوشی بازداری انتخابی SIS نسبت به 3D Printing و SLS برتری دارد. SIS مایع بازدارنده کمتری برای جلوگیری از تف جوشی، در مقایسه با مقدار مایع چسباننده جهت ایجاد چسبندگی در 3D Printing، نیاز دارد. بنابراین، مایع کمتری درون پودر انتشار خواهد یافت. همچنین چاپگرهای افشان با برخورداری از تفکیکپذیری بالا (dpi3000 و یا بالاتر و ضخامت خط حدود 8 میکرون ) به همراه ذرات پودری نرم (قطر 1 تا 5 میکرون)، SIS را قادر به تولید قطعاتی بسیار ظریف، ساخته است.
- با استفاده از عامل بازدارنده رنگی، میتوان قطعاتی را بارنگ آمیزی مختلف تولید نمود (مانند چاپگرهای جوهرافشان رنگی) و سپس با پردازش مناسب قطعه، رنگها را بهطور دائمی بر سطح قطعه پوشاند.



